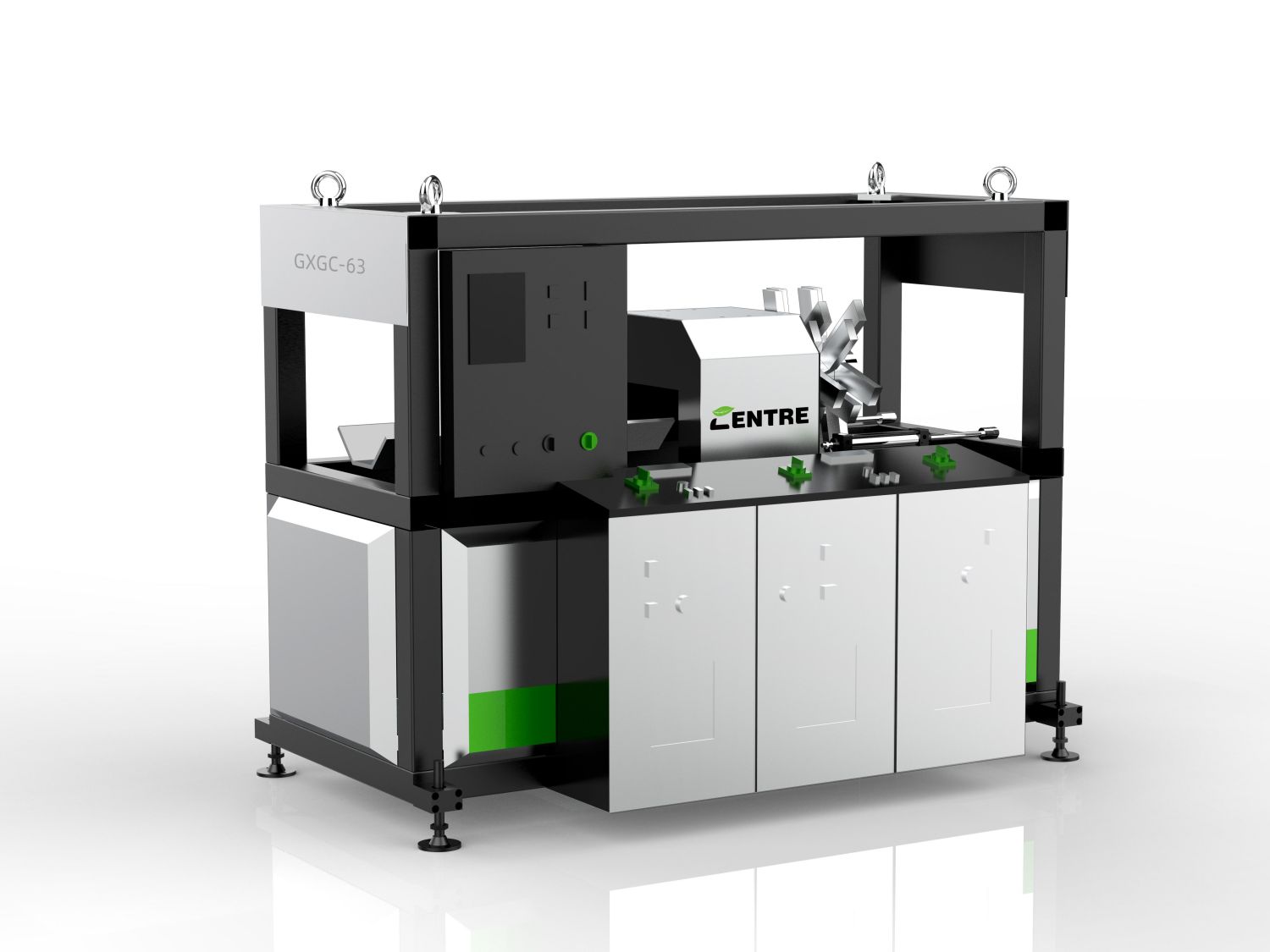
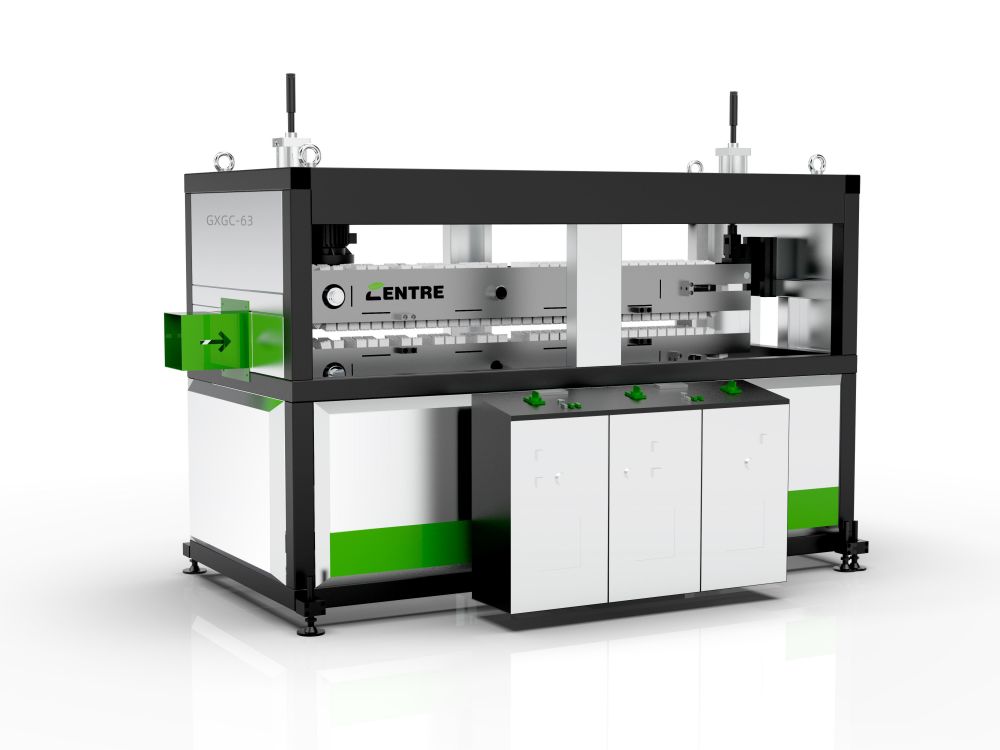
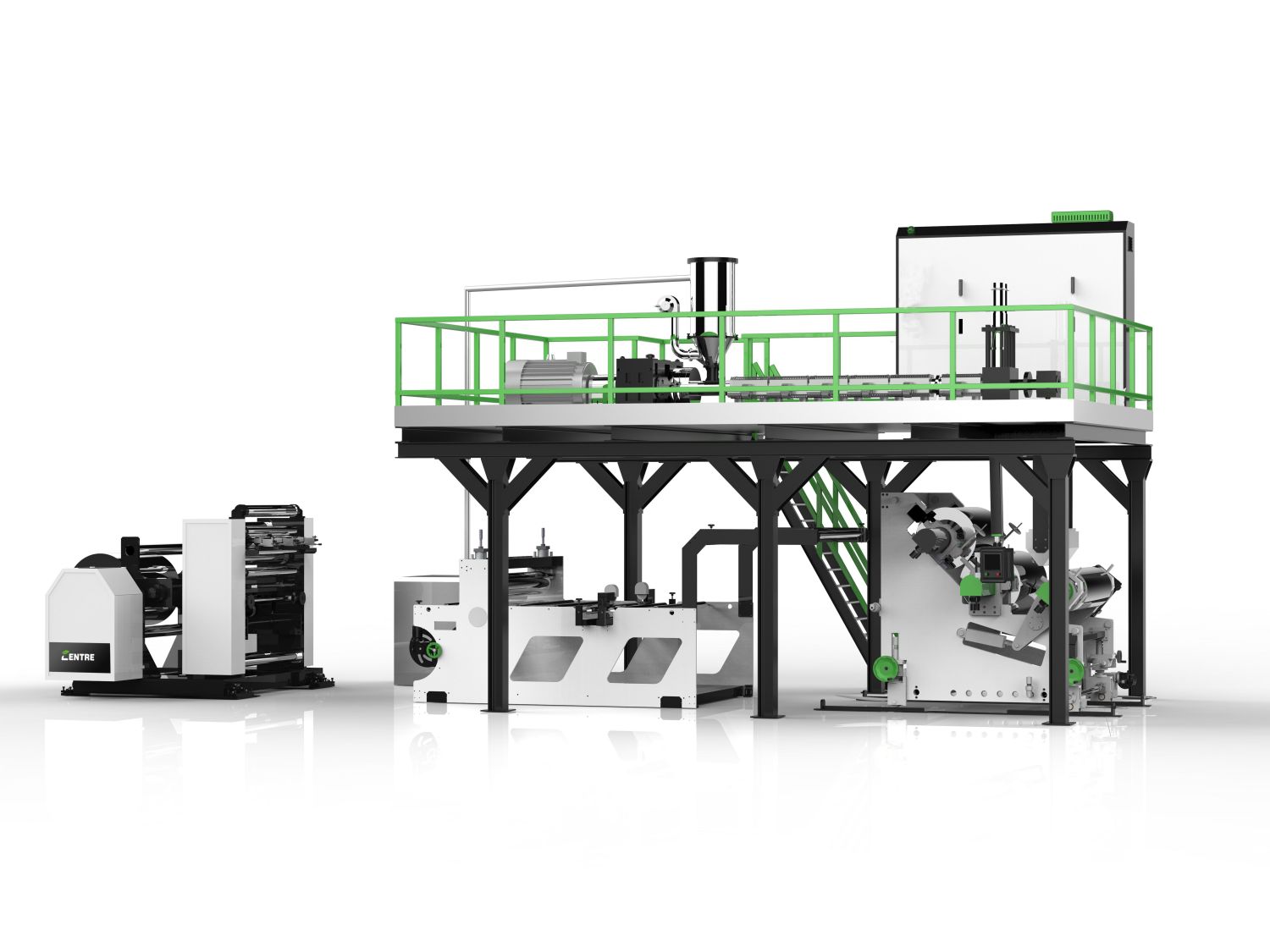
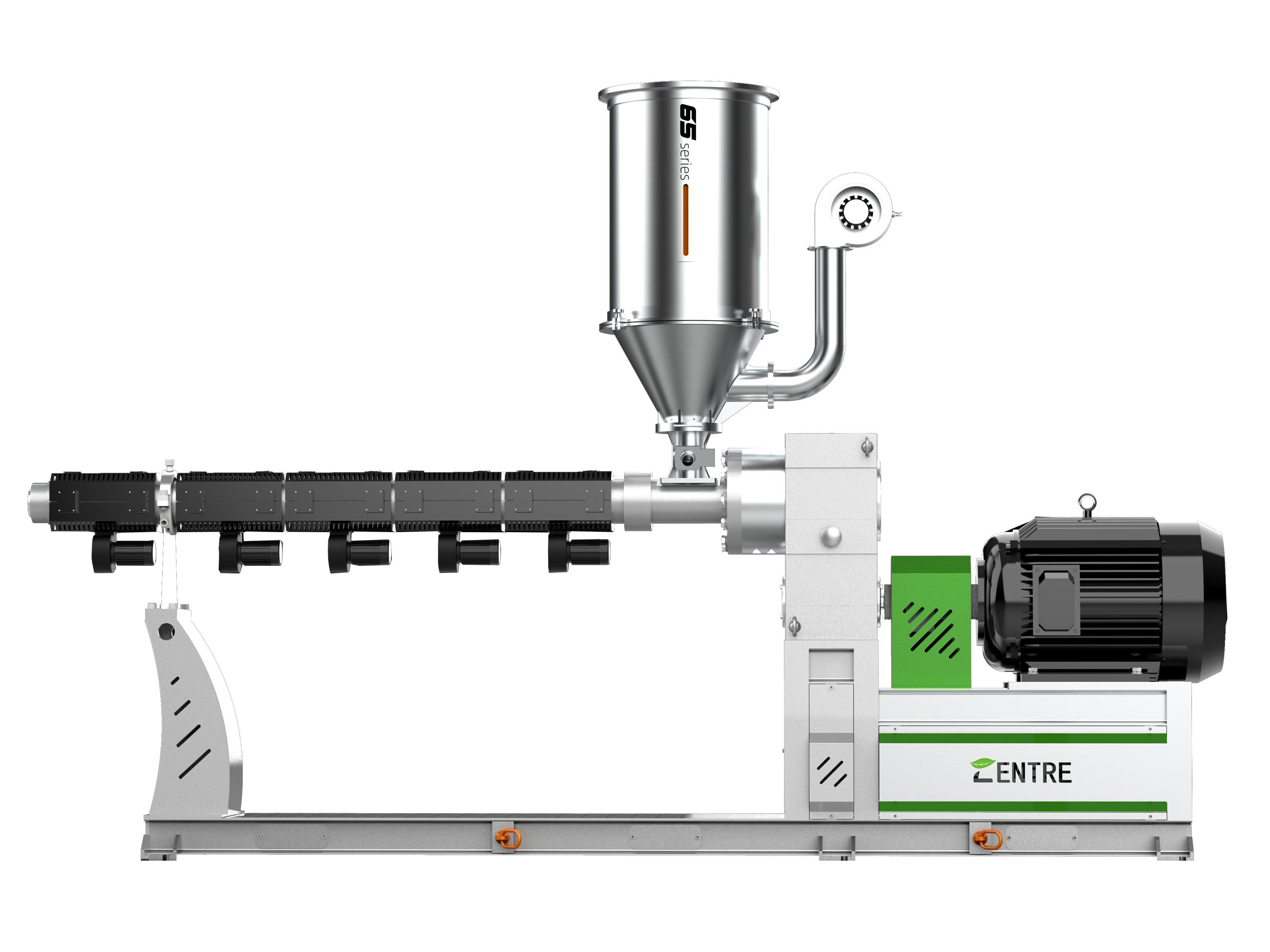





ПВХ продуктуларын өндүрүү үчүн борбор эки буратуу экструдер
Борбордун өз алдынча иштеп чыккан эки винттүү негизги жабдуулары да кийинки тейлөө үчүн абдан ыңгайлуу. Ички көйгөйлөр натыйжалуу оңдоо жана алмаштыруу үчүн каалаган убакта табылышы мүмкүн. Бураманы монтаждоо тетиктерди алмаштырууга кеткен техникалык тейлөөгө кеткен чыгымды жана убакытты бир топ кыскартат жана ашыкча ысырапкорчулуктан сактайт.
Артыкчылык
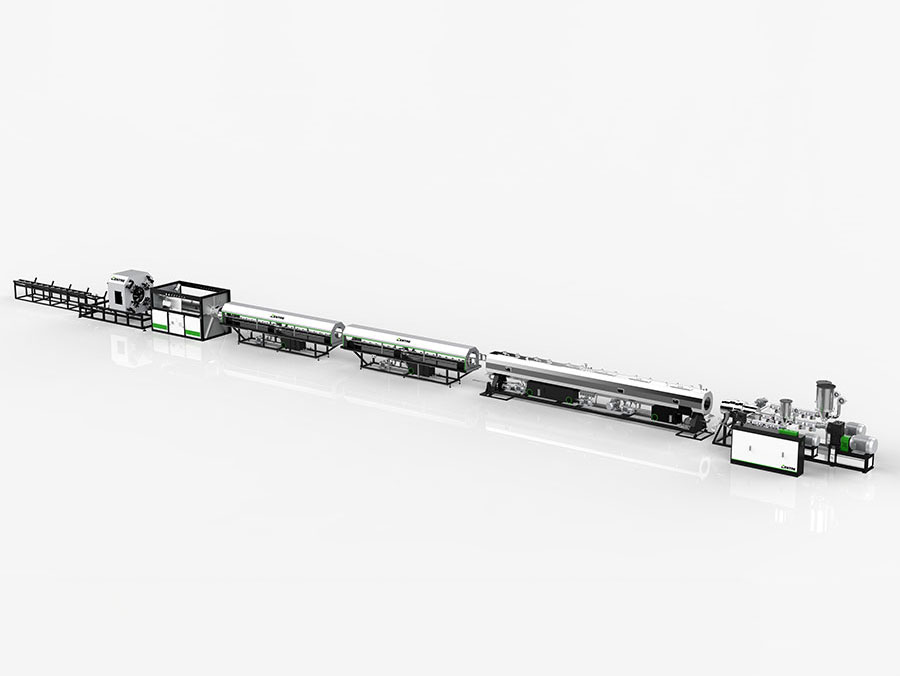
- ПВХ, жыгач-пластикалык профильдер, ар кандай түтүктөр, термореактивдүү пластмассалар, ысыкка сезгич материалдар жана башкалар сыяктуу ар кандай материалдарды кайра иштетүү жана өндүрүү үчүн ылайыктуу.
- Эң сонун эритин бирдейлиги жана эрүү температурасы төмөн.
- Төмөн энергия керектөө AC мотор.
- Screw диаметри, жогорку аткаруу, өтө мейкиндикти үнөмдөө.
Классификация
Эгиз бурама мүнөздөмөлөрү: SJ51/105, SJ65/132, SJ80/156, SJ90/188
Кош винттүү экструдерлерде кош багыттуу тор, каршы тор жана тор эмес түрлөрү.
Nissan тейлөө
1. 500 саат колдонуудан кийин редукция кутучасында темир толтурулган же башка аралашмалар болот. Ошондуктан редукторлорду тазалап, редукциялык редуктордун майлоочу майын алмаштыруу керек.
2. Аны бир нече убакытка колдонгондон кийин, бардык бурамалар бекемдигин текшерүү үчүн экструдер комплекстүү текшерүү жүргүзүү.
3. Эгерде өндүрүш учурунда электр энергиясы капыстан өчүп калса жана негизги кыймылдаткыч жана жылытуу токтоп калса, электр энергиясы калыбына келгенде, бочканын ар бир бөлүгү белгиленген температурага чейин кайра ысытылышы керек жана экструдер иштетилгенге чейин бир нече убакытка чейин жылуу болушу керек. башталды.