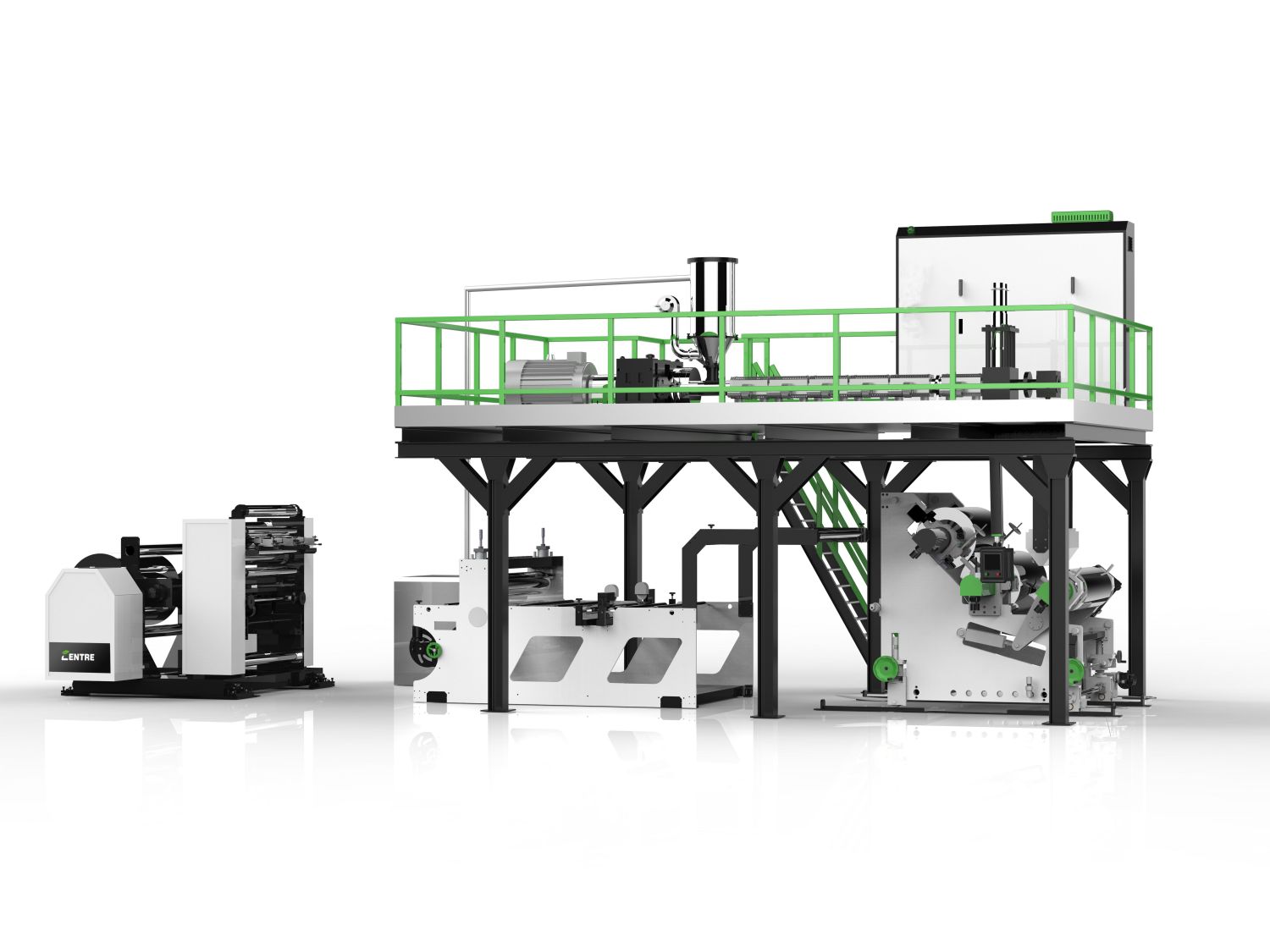
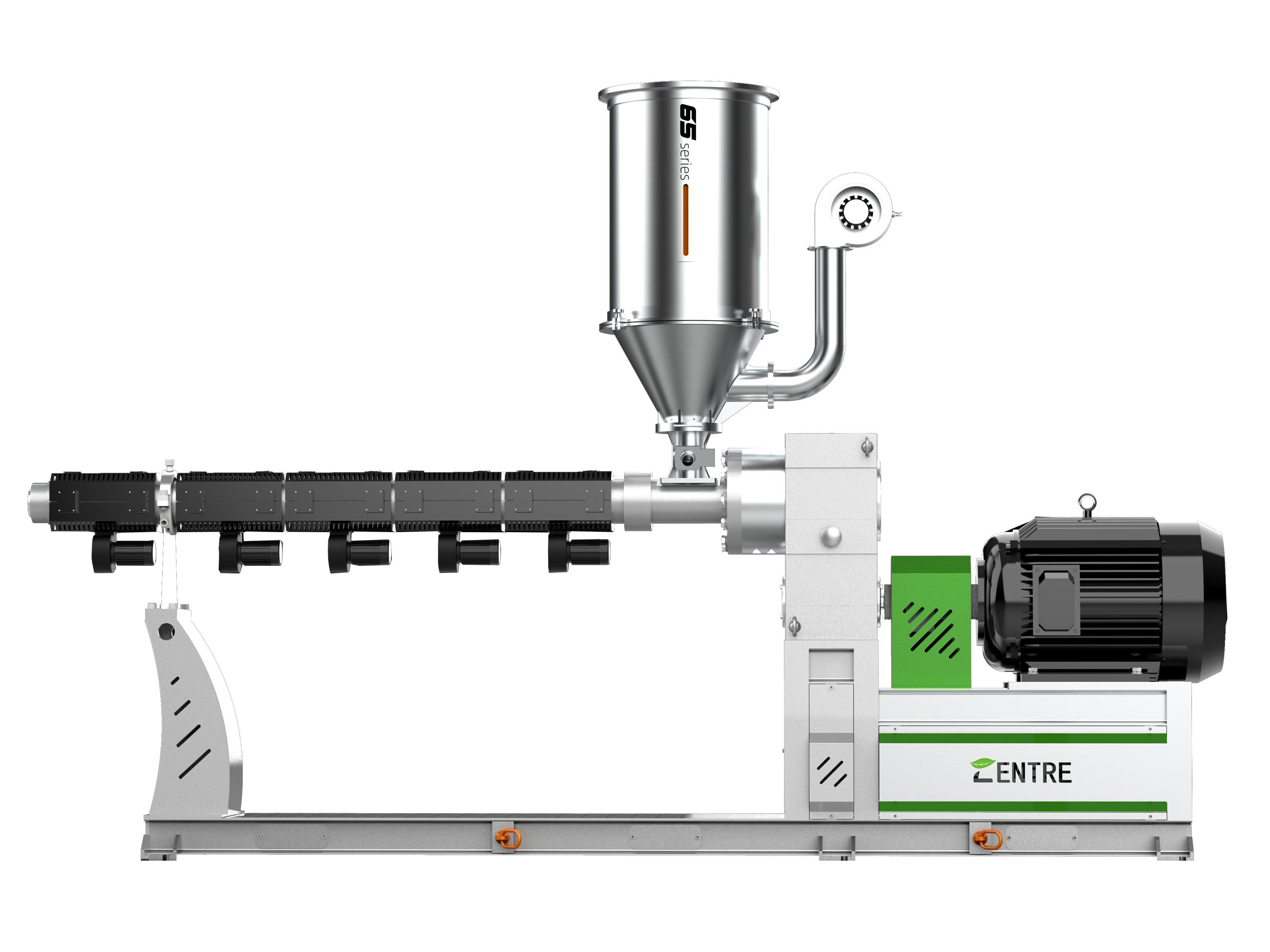





Střed Dvoušnekový extrudér pro výrobu PVC produktů
Vlastní dvoušroubové základní vybavení centra je také velmi výhodné pro následnou údržbu. Vnitřní problémy mohou být odhaleny kdykoli pro účinnou opravu a výměnu. Montáž šroubu také výrazně snižuje náklady na údržbu a čas výměny dílů a zabraňuje zbytečnému plýtvání.
Výhoda
- Vhodné pro zpracování a výrobu výrobků z různých materiálů jako je PVC, dřevoplastové profily, různé trubky, termosety, materiály citlivé na teplo atd.
- Vynikající rovnoměrnost taveniny a nízká teplota taveniny.
- Nízká spotřeba energie AC motor.
- Průměr šroubu, vysoký výkon, extrémně úsporný prostor.
Klasifikace
Specifikace dvoušroubů: SJ51/105, SJ65/132, SJ80/156, SJ90/188
Ko-směrně zabírající, protizáběrové a nezabírající typy ve dvoušnekových extrudérech.
Údržba Nissanu
1. Po 500 hodinách používání budou v redukční převodovce železné piliny nebo jiné nečistoty. Proto je třeba vyčistit ozubená kola a vyměnit mazací olej redukční převodovky.
2. Po určité době používání proveďte komplexní kontrolu extrudéru, abyste zkontrolovali utažení všech šroubů.
3. Dojde-li během výroby k náhlému výpadku proudu a k zastavení hlavního pohonu a ohřevu, po obnovení napájení musí být každá sekce sudu znovu zahřátá na stanovenou teplotu a udržována v teple po určitou dobu, než bude možné extrudér začala.